塑料的雷射熔接工法需具備專業的技術知識,針對雷射熔接的技術會用淺顯易懂的方式來說明。
傳統接合方式是用點膠、熱板熔接、超音波來做樹脂的熔接,如有興趣評估將傳統的接合工法切換成雷射熔接工法的,非常推薦參考。

![]() 企業專屬首頁
> 電子元件/工業用機器
> 制御機器首頁
> FA 感測器 & 工控元件
> 雷射熔接機
> 雷射樹脂熔接工法介紹
> 什麼是雷射熔接
企業專屬首頁
> 電子元件/工業用機器
> 制御機器首頁
> FA 感測器 & 工控元件
> 雷射熔接機
> 雷射樹脂熔接工法介紹
> 什麼是雷射熔接

塑料的雷射熔接工法需具備專業的技術知識,針對雷射熔接的技術會用淺顯易懂的方式來說明。
傳統接合方式是用點膠、熱板熔接、超音波來做樹脂的熔接,如有興趣評估將傳統的接合工法切換成雷射熔接工法的,非常推薦參考。
雷射樹脂熔接技術諮詢方式
 或
或
雷射樹脂熔接工法介紹
雷射熔接是一種利用雷射光掃描照射,使工件物(樹脂、塑料)的接合面上產生熱而進行熔接的「接合工法」。
雷射的樹脂熔接則是結合「雷射光穿透性樹脂(穿透材)」與「雷射光吸收性樹脂(吸收材)」。
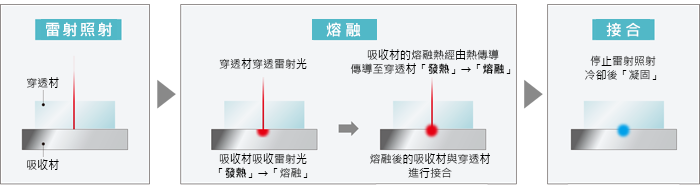
上述是雷射熔接工法當中「雷射穿透熔接法」的說明。
樹脂的『穿透材側必須充分穿透雷射光』,『吸收材側必須充分吸收雷射光』。
樹脂/塑料(試片)經由雷射加工熔接機進行熔接的施作加工狀況。
根據原理,舉凡「熱可塑性樹脂」均可進行雷射熔接。
重點在於穿透側樹脂的「雷射穿透率」。
進行雷射熔接時,穿透材側樹脂的雷射穿透率須達約30%以上。穿透率太低時,穿透材側樹脂會吸收雷射而熔解。
因天然材料多數都是「白色」、「透明」,厚度1~2mm左右的穿透率達40%以上,是可進行雷射熔接的材質。
一般而言,雷射熔接的穿透材樹脂採用雷射穿透率高的未染色材(原色或白色),吸收材樹脂則是採用雷射吸收率高的「黑色」或「灰色」等材質。(白色-黑色熔接)
從超音波熔接或黏合劑改為雷射熔接時,常會有因設計或外觀問題,希望在不更改原本顏色的前提下進行雷射熔接(黑色-黑色熔接)
在這種情況下,可以使用與雷射熔接專用的穿透材樹脂來對應。
Panasonic可提出適用於黑色-黑色雷射熔接專用的 PBT 樹脂成型材料。

黑色樹脂的熔接樣品

有些客戶認為「結晶性樹脂的雷射穿透率低,不適合雷射熔接」,因而放棄評估雷射熔接,以下是與非結晶性樹脂的比較結果。
即便是PPS這一類結晶性樹脂,也可藉由減少厚度或利用化合物來提高穿透率進行雷射熔接。(PBT/POM/PPS皆已完成實驗)
歡迎洽詢本公司。
| 構造 | 結晶性樹脂 | 非結晶性樹脂 |
|---|---|---|
| 雷射穿透率 | △ | ○ |
| 不同構造的熔接性 | × | × |
| 不同材質的熔接性 | × | ○ |
| 樹脂的種類 | PP PE PBT PA(尼龍) POM PET PPS |
ABS PMMA(丙烯酸纖維) PC PPE PES COP |
※本公司調查
常用樹脂材料的雷射熔接相容表。
本公司可安排下表當中尚未確認的樹脂材料或其他樹脂材料的實驗,歡迎洽詢。
・穿透層樹脂為未染色 ・吸收層樹脂為黑色(碳黑)
| PP | POM | PBT | PA6 | PA66 | PES | PSU | ABS | ASA | SAN | MABS | PPS | PC | PMMA | PEEK | AS | COP | PET | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| PP | ○ | |||||||||||||||||
| POM | × | ○ | ||||||||||||||||
| PBT | × | × | ○ | |||||||||||||||
| PA6 | × | × | × | ○ | ||||||||||||||
| PA66 | × | × | × | ○ | ○ | |||||||||||||
| PES | × | × | ○ | × | × | ○ | ||||||||||||
| PSU | × | × | ○ | × | × | × | ○ | |||||||||||
| ABS | × | × | ○ | × | × | × | × | ○ | ||||||||||
| ASA | × | × | ○ | × | × | × | × | × | ○ | |||||||||
| SAN | × | × | × | × | × | × | × | × | × | ○ | ||||||||
| MABS | × | × | × | × | × | × | × | ○ | × | × | ○ | |||||||
| PPS | - | - | - | - | - | - | - | - | - | - | - | ○ | ||||||
| PC | - | - | - | × | × | - | - | ○ | - | - | - | - | ○ | |||||
| PMMA | - | - | - | - | - | - | - | ○ | - | - | - | - | ○ | ○ | ||||
| PEEK | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ○ | |||
| AS | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ○ | ||
| COP | - | - | - | × | × | - | - | - | - | - | - | - | - | - | - | - | - | |
| PET | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ○ |
※截至2022年1月,本公司調查
 |
特點
|