| |
|---|
IoT Examples at FA Sites
Before the introduction of Self-Monitoring Sensors
Preventive
maintenance |
| ● |
We want to avoid production line stoppage that might occur due to unexpected sensor failure.
Line stoppage hours × (manufacturing unit cost / hour) = Loss |
| ● |
We want to minimize the production line down time to almost zero. |
|
 |
|
Problems |
◆The amount of data to be collected is large and this may lower the PLC processing capacity.
◆The burden of data analysis is large.
◆Resetting the replaced sensors is troublesome. |
|
|
After the introduction of Self‑Monitoring Sensors
From preventive maintenance to predictive maintenance
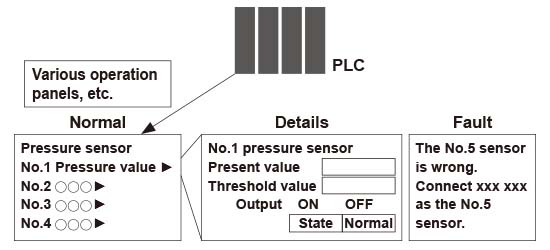
Leave the sensor diagnosis to the sensor itself.
| ● |
All you need to do is to monitor the sensor state. |
| ● |
PLC can be used exclusively for controlling devices. |
| ● |
Possible to check detail information at a desired timing. |
Leave the resetting for replaced sensors to the higher-level master
| ● |
Automatically written from the connected master. |
| ● |
Possible not only to save time but also to prevent human errors. |
IoT Examples at FA Sites 02
Before the introduction of Self-Monitoring Sensors
Remote controlling
and batch settings |
| ● |
We want to place sensors close to sensing points as much as possible.
However, it is often difficult to make settings, particularly when there are many
sensors to install. |
| ● |
We want to send predetermined parameter values in a batch file for a repeater, etc. |
| ● |
We want to confirm that required sensors are properly connected at the startup
of the system. |
|
 |
|
Problems |
◆It takes time to set sensors.
◆We want to avoid mistakes in setting sensors or wiring.
|
|
|
After the introduction of Self‑Monitoring Sensors
Fully utilize the advantages of the IO‑Link output.
| ● |
Possible to read or write set values through external
interface. |
| ● |
Possible to set multiple sensors in a batch process. |
| ● |
Possible to save the set parameters in an external medium. |
| ● |
Possible to recognize and discriminate individual information. |
|
|

 Business
> Industrial Devices
> Automation Controls Top
> FA Sensors & Components
> Sensors
> Fiber Sensors
> Digital Fiber Sensor FX-550L
> Applications
Business
> Industrial Devices
> Automation Controls Top
> FA Sensors & Components
> Sensors
> Fiber Sensors
> Digital Fiber Sensor FX-550L
> Applications